Die:
The die may be defined as the female part of a complete tool for producing work in a press. It is also referred to a complete tool consists of a pair of mating members for producing work in a press.
Types of dies:
The dies may be classified according to the type of press operation and according to the method of operation.
(A): According to type of press operation:
According to this criterion , the dies may be classified as cutting dies and forming dies.
1: Cutting Dies:
These dies are used to cut the metal. They utilize the cutting or shearing action. The common cutting dies are : blanking dies , perforating dies , notching dies , trimming , shaving and nibbling dies.
2: Forming Dies:
These dies change the appearance of the blank without removing any stock. Theses dies include bending, drawing and squeezing dies etc.
(B) According to the method of operation:
According to this criterion, the dies may be classified as : single operation or simple dies , compound dies , combination dies , progressive dies , transfer dies and multiple dies.
1: Simple Dies:
Simple dies or single action dies perform single operation for each stroke of the press slide. The operation may be one of the operation listed under cutting or forming dies.
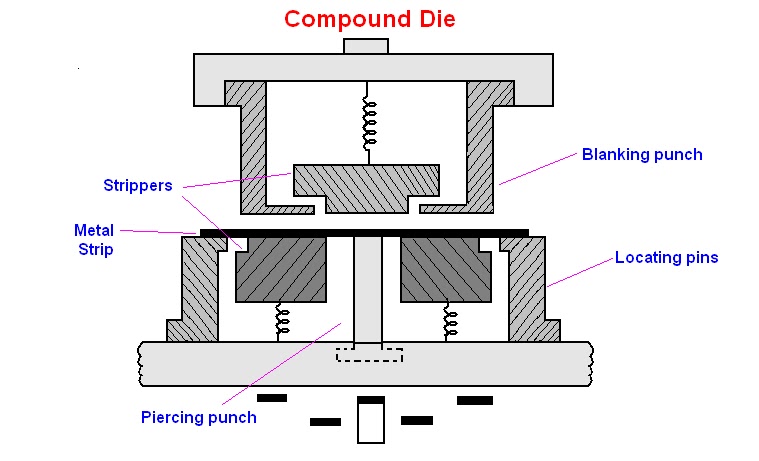
2: Compound Dies:
In these dies, two or more operations may be performed at one station. Such dies are considered as cutting tools since, only cutting operations are carried out. Figure shows a simple compound die in which a washer is made by one stroke of the press. The washer is produced by simulation blanking and piercing operations. Compound dies are more accurate and economical in production as compared to single operation dies.

3: Combination Dies:
In this die also , more than one operation may be performed at one station. It is difficult from compound die in that in this die, a cutting operation is combined with a bending or drawing operation, due to that it is called combination die.


4: Progressive Dies:
A progressive or follow on die has a series of operations. At each station , an operation is performed on a work piece during a stroke of the press. Between stroke the piece in the metal strip is transferred to the next station. A finished work piece is made at each stroke of the press. While the piercing punch cuts a hole in the stroke , the blanking punch blanks out a portion of the metal in which a hole had been pierced at a previous station. Thus after the first stroke , when only a hole will be punched , each stroke of the press produces a finished washer.


6: Transfer Dies:
Unlike the progressive dies where the stroke is fed progressively from one station to another. In transfer dies the already cut blanks are fed mechanically from one station to other station.
7: Multiple Dies:
Multiple or gang dies produce two or more work piece at each stroke of the press. A gang or number of simple dies and punches are ganged together to produced two or more parts at each stoke of the press.
No comments:
Post a Comment